

News Center
Recommending Products


Contact: Mr. Jin
Tel: 13901575780
0512-52428686
Contact: Mr. Zha
Tel: 13913639797
0512-52422071
Address: No. 59, Huyi Road, Liantang, Shanghu Town, Changshu City, Jiangsu Province.
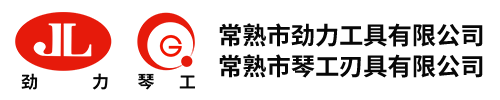
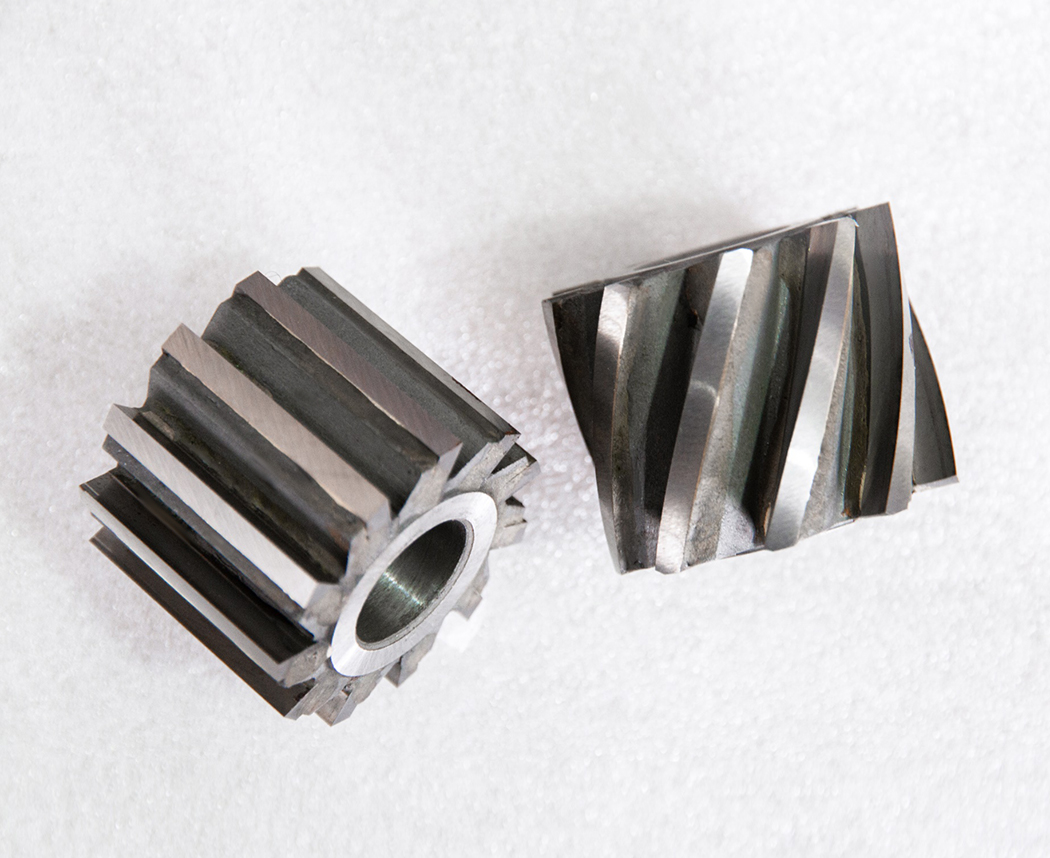
Introduce the cutting ability of high-speed steel sharp angle cutters
The cutting ability of high-speed steel sharp angle cutters (usually referring to cutting tools with sharp edges and a high-speed steel substrate) is based on the inherent properties of high-speed steel materials and the functional adaptation of the "sharp angle" structure. Its advantages are mainly reflected in three dimensions, and are also influenced by the cutting environment (such as workpiece material and cutting parameters). Specific aspects can be explored from the following aspects:Sources:www.0755oml.com | PublishDate:2025.09.08
1、 Core cutting capability: Performance support based on high-speed steel material
High speed steel (HSS, such as W18Cr4V, W6Mo5Cr4V2, etc.) is the material of traditional cutting tools. Its characteristics of "high thermal hardness, high wear resistance, and sufficient toughness" lay the foundation for the cutting ability of sharp edged tools, which are manifested in:
1. Excellent thermal hardening: suitable for medium and high-speed cutting, reducing edge failure
The red hardness (hot hardening) of high-speed steel is prominent - it can still maintain high hardness (HRC60 or above) and cutting sharpness in a high-temperature cutting environment of 500-600 ℃, and is not easy to cause edge wear or cracking due to high-temperature softening.
This feature allows high-speed steel sharp edge cutters to adapt to medium to high speed cutting scenarios (such as milling and turning, with a line speed of 15-30m/min, depending on the workpiece material). Compared to ordinary tool steels (such as T10A), the cutting efficiency is increased by 30% -50%, and the "edge annealing" problem caused by high-speed cutting can be avoided.
2. Balanced toughness: resistant to impact and cracking, suitable for complex cutting
The cutting edge angle of a sharp edged knife is small (such as 30 °, 45 ° sharp angle), and the cutting edge strength is relatively weak, while high-speed steel has high bending strength (about 3000MPa) and impact toughness, which can buffer the impact load of the workpiece on the cutting edge during the cutting process (such as vibration when cutting hard and brittle materials, instantaneous impact force during intermittent cutting), and reduce the risk of "sharp edged chipping".
For example, when cutting materials such as cast iron and medium low carbon steel, even if the workpiece surface is uneven or intermittent cutting conditions are encountered, high-speed steel sharp angle cutters can still maintain the integrity of the cutting edge, and have higher fault tolerance compared to brittle material cutters such as ceramics and hard alloys.
3. Good wear resistance: prolongs cutting life and reduces tool change frequency
High speed steel forms carbides (such as VC, Cr7C3) through alloying elements (Cr, V, Mo, etc.), which have high hardness (HV2000 or above) and are evenly distributed in the matrix. They can effectively resist the "abrasive wear" and "bonding wear" of the workpiece material on the cutting edge during the cutting process.
In conventional cutting scenarios (such as cutting 45 # steel and aluminum alloys), the service life of high-speed steel sharp angle cutters is 5-10 times that of ordinary tool steel cutters, which can reduce the impact of frequent tool changes on machining efficiency.
2、 Enhancement of Cutting Capability by "Sharp Corner Structure": Correct and Efficient Adaptation to Scenarios
The "sharp edge" of a sharp edged knife is not simply a pursuit of "sharpness", but is optimized for specific cutting needs, further amplifying the performance advantages of high-speed steel:
1. High precision cutting: suitable for narrow groove and acute angle contour machining
Sharp edged edges (such as tool tip arc radius R ≤ 0.1mm) can achieve correct cutting of narrow dimensional features, such as when machining structures such as "V-shaped grooves, sharp edged steps, and small ribs" of workpieces. The edge can penetrate into narrow spaces to avoid "over cutting" or "inadequate machining" caused by excessively wide edges.
Example: In mold processing, high-speed steel sharp angle cutters can be used to cut the sharp transition edges of the mold cavity, with an accuracy of IT8-IT9 level and a surface roughness Ra ≤ 1.6 μ m, meeting the sealing requirements of mold assembly.
2. Low cutting resistance: improves feed efficiency and reduces workpiece deformation
The "cutting contact area" of sharp edged tools is small, and the squeezing effect on the workpiece during cutting is weak, which can reduce cutting force and cutting torque (compared to blunt or wide edged tools, cutting force can be reduced by 20% -30%).
This advantage is particularly evident when processing thin-walled parts and soft materials (such as aluminum alloys and copper): on the one hand, it can increase the feed rate (such as feed rate f=0.1-0.3mm/r), improving processing efficiency; On the other hand, it can reduce the "deformation and vibration" of the workpiece caused by excessive cutting force, ensuring machining accuracy.
3. Sharpness retention: Suitable for low-speed cutting
The toughness of high-speed steel, combined with the grinding of sharp edges (usually with a roughness of Ra ≤ 0.4 μ m), can maintain long-term sharpness in low-speed cutting scenarios (such as manual milling and small lathe machining), avoiding burrs and scratches on the surface of the workpiece caused by edge passivation.
For example, when processing musical instrument accessories (such as copper flute heads with sharp inner holes), high-speed steel sharp angle knives can achieve mirror level surface processing through low-speed feed (line speed 5-10m/min) without the need for subsequent polishing treatment.
3、 The key to improving cutting ability: tool maintenance and parameter optimization
To improve the cutting ability of high-speed steel sharp edged knives, it is necessary to use and maintain them reasonably:
Cutting fluid usage: High speed steel has weak thermal conductivity (about 25-35W/(m · K)), and emulsion or cutting oil needs to be used during cutting to reduce the edge temperature (which can lower 100-150 ℃) and minimize thermal wear;
Grinding of cutting edge: When the cutting edge is slightly passivated, the sharpness of the sharp angle can be restored by grinding (using a 600-1000 mesh grinding wheel), which can extend the tool life by 30% -50%;
Parameter matching: Adjust cutting parameters according to the workpiece material - for example, when cutting aluminum alloy, the line speed can be set to 20-30m/min, and the feed rate can be 0.2-0.3mm/r; When cutting cast iron, the line speed should be reduced to 10-15m/min to avoid brittle and hard materials causing blade breakage.